Чем 4-х валковые вальцы лучше 3-х валковых?
Начнем с того, что на четырехвалковых станках нижний вал перемещается вверх, выполняя функцию прижима и фиксации листа к верхнему валу, в то время как боковые валы имеют привод на подъем и опускание для выполнения идеального предварительного гиба, минимизируя плоскую зону (прямой участок) на краю листа. Трехвалковые станки выполняют эту задачу дольше – помимо подгибки боковым валом края листа еще необходимо сделать прокат, после чего осуществить подгибку другого края.
Схема работы 3-х валкового станка
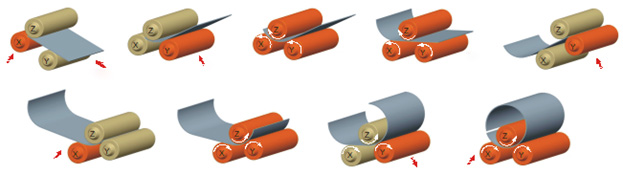
Схема работы 4-х валкового станка
Листы загружаются горизонтально на уровне подачи для предварительного гиба на 4-х валковой машине, что позволяет дополнительно использовать горизонтальные моторизированные роликовые столы или рольганги для облегчения подачи материала в рабочую зону.
Боковые валы, расположенные справа и слева относительно нижнего, имеют независимое управление по каждой оси, благодаря которым и получается сделать с первого раза нужный предварительный гиб обечайки в отличии от 3-х валковых вальцовочных станков. За счет надежного и постоянного зажима верхнего и нижнего валов удается удерживать тяжелый лист без проскальзывания во время подгибки и самой прокатки, что невозможно на трехвалковых вальцах.

Стоит напомнить, что все эти функции на 4-х валковом листогибе было бы не возможно исполнить без должной системы управления, такой как PLC-контроллер, NC-контроллер или полноценной системы ЧПУ – подробнее о доступных системах управления вальцовочными станками можно прочитать в конце статьи О промышленных вальцах Anerka